Leather Tanning and the Tanning Industry
March 12, 2026 | Chicago, IL
I’ve been lucky enough to visit a handful of tanneries over the years, but I’m not going to share photos from those trips for client privacy reasons. The images below are publicly available and have been credited accordingly. Enjoy!



photos pulled from Instagram - credit @lefarctannery
Why Leather?
Leather is such a fascinating topic. Depending on the audience, leather can signal luxury, sophistication, exclusivity, and wealth. To others, it signals ruggedness, durability, and grit. In some crowds, it evokes ideas of speciesism or animal cruelty. Truly, I’m here for all these conversations. How can one material mean so many different things? There is even debate about the sustainability of leather.
On the one hand, leather tanning is a water, chemical, and energy intensive process. Leather has been linked to deforestation, as forests are cleared to make space to raise cattle. Leather is a bi-product of the meat and dairy industry, which consistently ranks as one of the highest greenhouse gas emitting industries globally. On the other hand, leather is a bi-product of the meat and dairy industry. Without the leather industry, an additional 7 million tons of raw hides would be sent to landfills each year. Rough math estimates we would need to rewild the entire city of Chicago to create a carbon sink large enough to offset the annual greenhouse gas emissions from these decomposing hides.
In addition to the upcycling argument, there is the fact that leather is an extremely durable material. If cared for properly (learn how here), leather goods can last years. Leather bags become heirloom pieces, used for decades. The environmental impact of a leather bag is significantly less than a synthetic bag, which needs to be replaced more often. Not only are leather goods durable, but they are repairable. Purse straps and zippers can be replaced on fabric bags as easily as leather bags, but with each repair you are damaging the integrity of the fabric. Eventually, the fabric won’t hold tension for stitching. On a leather bag however, a skilled seamstress can restitch into the same holes as the original strap or zipper, losing no structural integrity in the repair. Maintaining and extending the active product life of your items eliminates all resources that would be required to produce a new, replacement item. Maintaining and extending the active product life of your items is easier when you start with materials that are durable to begin with.
So how did we arrive at this durable, repairable material?

leather drying - photo pulled from Instagram - credit @horweenleather

veg tanned leather baths - photo pulled from Instagram - credit @horweenleather
Leather Origins
Humans have used animal skins for protection against the elements, since prehistory. The origins of the tanning industry came from a need to keep the hides from rotting when wet or becoming brittle when dry. The original method, dating back 50,000 years, used animal fats for tanning. By about 4,000 BCE, the Egyptians perfected the use of water infused with tree bark to create the necessary chemical reaction (now known as vegetable tanning, or veg tanning). The months-long veg tanning process remained the norm until the 19th century.
As the Industrial Revolution increased the demand for leather drive belts and footwear, the months-long process of veg tanning became a bottleneck. In 1858 a German scientist named Friedrich Knapp discovered that chromium salts could tan leather in a matter of hours. This discovery radically changed the industry
Today, nearly all (80-90%) leather produced worldwide is chrome tanned. Chrome tanned leathers are faster to produce and more consistent in look and feel, making them more desirable for most consumer products. However, veg tanned leather still has its place for heritage brands and higher end goods. Veg tanned leathers are more expensive, take longer to make, and will age (patina) nicer than chrome tanned leathers.
Leather Tanning 101
Regardless of whether a leather is veg tanned or chrome tanned, it will follow the same basic steps. The hide is removed from the animal at the slaughterhouse. The hide is immediately salted, to delay the natural decomposition process. The salted hides are sent to a beamhouse for further processing. The beamhouse might be integrated with the tannery or a separate business entirely.
At the beamhouse:
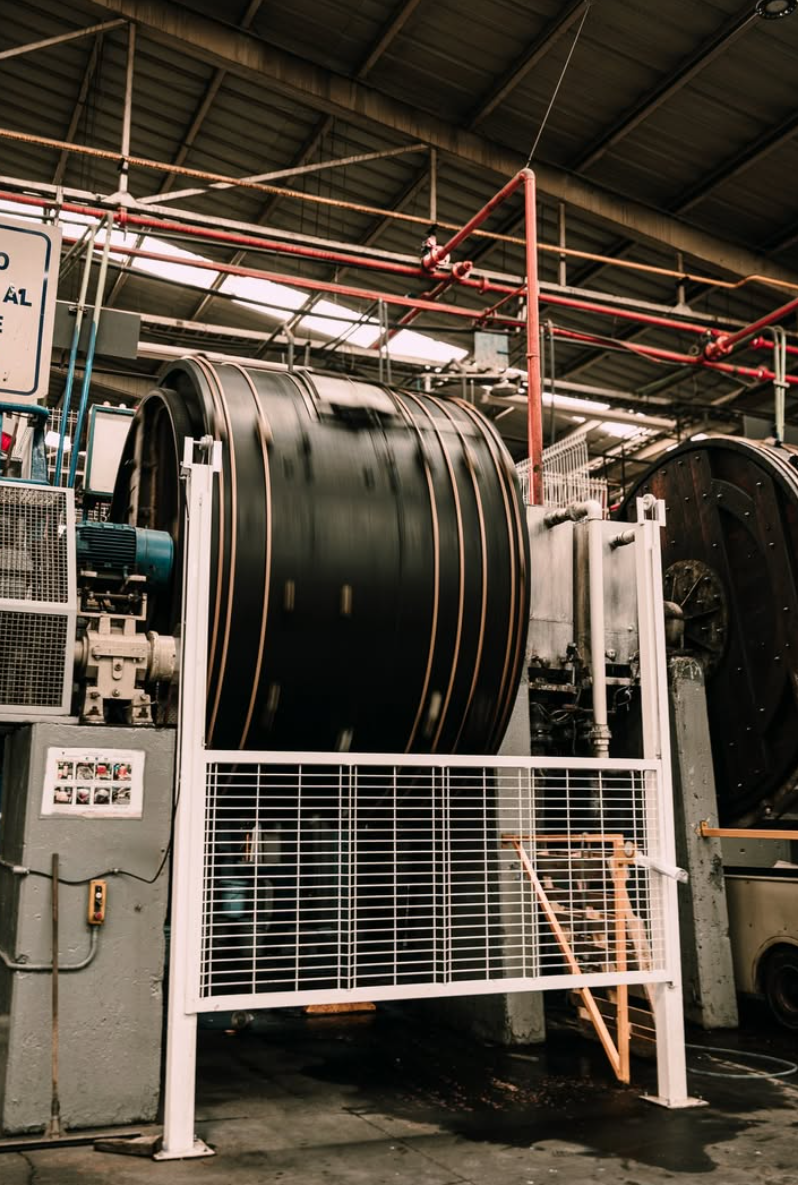
The hides are desalted and rehydrated in large water filled rotating wooden drums (imagine an 8 ft diameter whisky cask).
The hides are moved to a new barrel for liming, which is essentially industrial grade Nair™ to remove the hair from the hide.
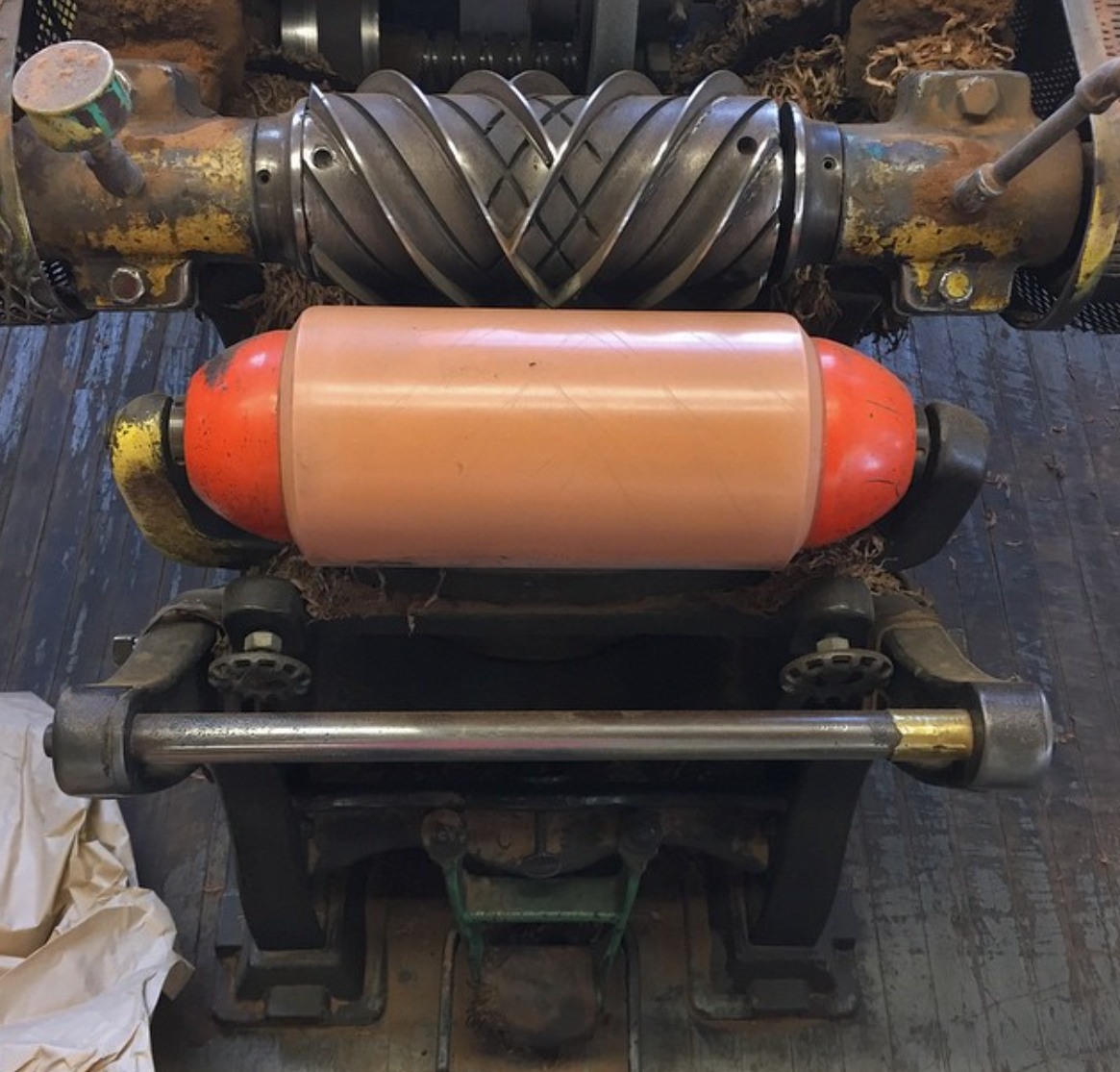
The hides are then moved into a fleshing machine, where rotating spiral blades remove excess tissue from the hide. This is also where collagen is extracted for sale to the cosmetics and other industries.
The hides are processed through additional chemical baths to neutralize the liming process and prepare for either chrome tanning or veg tanning.
The material leaving the beamhouse is technically called a pelt, though I have not heard this term in the industry much. From the beamhouse, the hides are sent for tanning. The tannery might be integrated with the beamhouse, or a separate business entirely.

chrome tanned wet blue - photo pulled from Instagram - credit @lefarctannery

wet blue and finished leather drying - photo pulled from Instagram - credit @primeasialeather
At the Tannery: where the hide becomes leather:
Veg tanned leathers are soaked in increasingly concentrated tannin infused water baths for weeks to months. The resulting leather is “crust” leather.
Chrome tanned leathers are tumbled in wooden drums with chromium sulfate for 8-24 hours, significantly faster than the months-long veg tanning process. The resulting leather is a distinct silver blue color, called “wet blue”.
Independent of whether the leather was veg tanned or chrome tanned, the leather is finished to meet the customer or market specifications. Both veg tanned and chrome tanned leathers will follow similar processing steps for dyeing and finishing. This process is also called re-tanning.
Some tanneries do both the tanning (to create wet blue or crust) and re-tanning while others source the tanned leather (wet blue or crust) and only specialize in dyeing and finishing.
Dyeing and Finishing Steps:
Splitting & Shaving: A bovine hide is very thick (~5mm). A shaving machine ensures the leather thickness is uniform and thin enough for end use (e.g., 1.2mm for a dress shoe). Not only does this prepare the leather for end use, but it also reduces costs for the tannery, as they don’t have to dye materials they will eventually cut off or shave down. This is also the step where we differentiate the leather splits (full grain, suede, etc.).
Dyeing and Fatliquoring: the leather is returned to the drums to add color (dyes) and oils (fatliquors). The added oils ensure the leather is malleable for future manufacturing (e.g. boot lasting).
Drying: the leather is stretched and flattened to remove excess water and wrinkles.
Finishing: depending on the customer or market specifications, the leather might be sprayed with additional waxes or pigments. This is also the step where leather is embossed with patterns.
Fun Fact: footballs are not actually pigskin. They are cow hides that have been embossed with a pigskin mimicking texture.

embossed leather - photo pulled from Instagram - credit @horweenleather
-
![]()
hides are removed and salted at the slaughterhouse - the salt delays the natural decomposition process (@primeasialeather)
-
![]()
rawhides are sent to a beamhouse, where they are lime washed to remove the animal hair. multiple washes occur in the beamhouse to ensure the hides have the proper pH balance and are ready to receive the tanning agents (@lefarctannery)
-
![]()
next is the fleshing process, where excess animal tissue is removed. collagen in cosmetics is a byproduct of the fleshing process (@lefarctannery)
-
![]()
veg tanning is a more traditional tanning method, which takes months to finish. the hides are soaked in increasingly concentrated tree bark infused water baths (@horweenleather)
-
![]()
unfinished veg tanned leather is called "crust" leather (@horweenleather)
-
![]()
80-90% of all leather produced is tanned via chrome tanning, where leathers are tumbled in large drums with chromium sulfate for 8-24 hours (@lefarctannery)
-
![]()
leather that has been chrome tanned, is called "wet blue" (@lefarctannery)
-
![]()
after tanning, both veg tanned and chrome tanned leathers must be finished per customer specifications. first they are split - this is where we differentiate full grain from suede (@lefarctannery)
-
![]()
after splitting, the hides are shaved to achieve uniform and desired thickness (@lefarctannery)
-
![]()
inside a shaving machine (@horweenleather)
-
![]()
next, the leathers are dyed and oiled, per the customer specifications (@horweenleather)
-
![]()
the leathers are stretched and dryed (@horweenleather)
-
![]()
hand finishing is common for specialty leathers (@lefarctannery)
-
![]()
leathers can be sprayed for desired look (@lefarctannery)
-
![]()
embossing is common, especially in western styles (@lefarctannery)













More in this Series…



